研究機関誌「FOOD CULTURE No.29」紀伊半島と小豆島のしょうゆづくり−木桶造りの伝統と変化−
紀伊半島と小豆島のしょうゆづくり−木桶造りの伝統と変化−
はじめに
江戸時代初期、日本の商業の中心は京阪にあり、海運の拠点として大阪が栄えた。その南の紀伊水道沿岸には湯浅、由良、御坊が連なり、西の播磨灘には龍野(フードカルチャーNo.28, p6-, 2018)と小豆島がある。瀬戸内には、赤穂をはじめとする塩田地帯が多く、伏見・灘の酒造りの醸造技術や木桶・木樽の影響もある。大阪湾を中心に、瀬戸内海東端から紀伊水道の沿岸部は、近世の濃口しょうゆ・淡口しょうゆの発展に重要な意味を持つ地域といえる。
隣接する四国のしょうゆづくりについては、小豆島の木桶仕込み、愛媛県と高知県西部の甘口タイプの混合しょうゆ(フードカルチャーNo.26, p12, 2016)に特徴がみられる。また、高知、徳島、愛媛には柚子、スダチをはじめとする特徴的な柑橘があり、ポン酢など地域特性を生かした商品開発が進む。
本稿では主に、紀州・和歌山県における古くからのしょうゆづくりと、江戸後期から昭和にかけて発展を続けた香川県小豆島のしょうゆづくりについて、木桶造りの現状をまじえて報告する。
1.紀伊半島におけるしょうゆづくり
江戸時代からの製法を守り続ける醸造所が和歌山県の湯浅町と西御坊にある。湯浅と御坊は金山寺味噌発祥の地として知られる由良町を挟んで隣接する地域である。どちらのしょうゆも江戸時代、江戸に運ばれていたと考えられるが、湯浅と御坊では紀伊水道の海流が異なる。御坊側からは大きな流れが徳島南端に向けて流れ、その後、黒潮に合流するため、西御坊から出航した船は黒潮に乗って江戸に向かうのが容易であった。一方、湯浅側は、和歌山県と徳島県から少しばかり突出した岬よりも上にあるため比較的流れは穏やかで、大阪方面に北上することも容易だったと考えられる。湯浅町には江戸時代、90軒を超える醸造所があったという。その時代、湯浅のしょうゆが知られるようになった理由のひとつに、海運に恵まれ大阪の市場に近いという地の利があった。
紀伊半島には、和歌山県にも、また奈良県の吉野などの内陸部にも醸造所が点在する。麹をつくる技術を生かしてみそ醸造も行うところが多い。地元にしょうゆ・みそを供給する他、街道沿いで人の行き来があったところは、京阪方面にも商品が流通していたものと考えられる。
湯浅最古のしょうゆ醸造元のWebサイトには、1535年、醸造家の赤桐右馬太郎が百余石のしょうゆ醸造をして大坂雑魚場に出荷、1591年には赤桐三郎五郎が太閤秀吉に大船一槽の操業を許され、しょうゆの積み出しに大型船を用いるようになったとある。大型船に大量のしょうゆを積むには、軽くて大きな運搬用の杉樽が役立った。近くの伏見(京都)と灘(兵庫)では酒づくりが盛んに行われ、酒醸造所には吉野杉を使って樽・桶づくりを行うお抱えの職人がいた。
専用の木桶以外にも、酒蔵で使用された大桶がみそ・しょうゆの醸造蔵に払いさげられ使用されてきた。小豆島、和歌山、奈良、京都などの古くからのしょうゆ醸造元では、年代ものの大桶が今でも現役で活躍している。大量の塩水としょうゆ麹を仕込むしょうゆにおいて、道具としての大桶と、塩、小麦、大豆の供給が潤沢にあった瀬戸内東端から紀伊水道にかけての地域性は大きい。
2.蔵伝統の製法を受け継ぐしょうゆづくり
湯浅町に残る1841年創業の醸造元では、木桶に仕込んで2年から3年かけて熟成させた諸味にザルの役目をする木製の道具を沈め、穴から出てくる生揚を汲み上げる昔ながらの製法が行われている。この「湯浅たまり」と呼ばれる独特のしょうゆ製造法では、袋搾りをしないのが特徴のひとつである。諸味から浸み出す液体は濃厚で「濁り」という語をつけた商品名でその味を今でも伝えている。この他、三州窯を松で炊いて火入れをする濃口しょうゆもつくっている。湯浅町に伝わるたまりしょうゆと濃口しょうゆ。堺経由で江戸に送られた下りしょうゆには、こうした製法の異なるしょうゆが混在していたものと考えられる。
湯浅町の南約20kmにある西御坊では、今でも機械装置をできるだけ使わない古くからの製法にこだわった濃口しょうゆづくりを続ける醸造所がある。1688年(元禄元年)創業の廻船問屋が始まりで、徳川御三家のひとつである紀州藩の御膝元ということもあり、紀州の産物であるみかんや木材を中心に、十州塩田の塩など瀬戸内の産品を黒潮に乗って江戸まで運んでいた。手土産に配るためにしょうゆ・みそをつくり始め、1756年の遭難事故をきっかけに廻船業から醸造業に転業、専念して今に至る。
この醸造所でとくにこだわり続けるのは手麹と薪炊きだという。大豆の煮炊き、小麦の煎り作業、生揚げの火入れなどの熱源をすべて薪炊きで行う。薪は松、杉、檜などを使い分け、大豆の煮炊きと生揚げの火入れは、三州窯で行う(フードカルチャーNo.28, p13, 2018)。
10月から5月までの仕込みの期間、週3回の手作業による製麹を70回繰り返す。各150kgの煮大豆と煎り小麦にコウジカビを混ぜ、約100枚の麹蓋に分けて麹室で4日間かけて麹を育てる。室温調整には薪を炊き、湿度が高くなりすぎるのを防ぐため、小窓をあけてこまめに湿度調整をする。雨が降れば窓を開けても湿度が高いままなので、天気予報をにらみ、大豆を硬く炊き上げるなど毎回の微調整が欠かせない。30石の桶をもろみで満たすのに、麹を6~9回加えて仕込んでいく。しょうゆ麹の出来は毎回違い、ある時には胞子が舞って目の前が見えなくなるくらいコウジカビが繁殖したりもしたが、木桶に仕込んで置くうちに平均化されていく。自家製みそが家庭でも小規模につくられるのに対し、しょうゆ醸造は早くから専門の職人による大桶で商業的になされるようになった。その理由のひとつに、大桶で仕込むことで手麹によるばらつきを均質化させるという合理性があったのだろう。
しょうゆ麹には、水分が多く温度が高い煮大豆と、乾燥して常温の煎り小麦という状態の違うものを合わせ、コウジカビを繁殖させる難しさがあるという。麹室では部屋全体の湿度管理だけでなく、下段の麹蓋は水分が飛びにくいので上段に積み換えたり、毎日の手入れが欠かせない。真冬には手早く麹蓋に分けないと冷めすぎてしまうし、春先では麹の温度を上げ過ぎないように気を遣う。日々の自然環境の変化に寄り添ってつくるのが、醸造の本来の姿だと当主は考えている。
火入れは朝4時からはじめ、2〜3時間かけて温度を上げて、灰汁が出てくるのを目安に火加減を調節する。最終の温度は85〜90℃だというが温度計は使わない。火入れされたしょうゆは、思いのほか色は明るく、赤味を帯びた透明感を持つ。薪の状態やくべ方によって火の起こりが異なり、先代に比べて使う薪の量が多いことにも、まだ工夫の余地があると語る。毎日の繰り返しの中に、しょうゆと向き合い、自然と対話しながらの工夫と修正の積み重ねがある。


3.木桶仕込みのしょうゆづくり
中国に起源をもつ大豆・穀物を主原料とする発酵調味料がアジア各国にある。韓国のカンジャン(液体の大豆発酵物)とテンジャン(同じく固体)は、大豆100%のメジュと塩水を陶製の甕に仕込み、製造工程の途中で液体と固体に分離する。(以上、フードカルチャーNo.24, p14-, 2014, No.25, p14-, 2015)。一方、日本のみそとしょうゆは、大豆と穀物麹を組み合わせて大容量の木桶に仕込む点でも、固形のみそと液体のしょうゆの製法が原料からして異なる点でも韓国のそれらとは違う。
後述する小豆島には大量の木桶があり、和歌山には訪問した2社以外にも木桶仕込みを続ける醸造所が複数ある。また、奈良県には現在しょうゆ醸造所が19社ある中で、木桶で諸味を仕込むしょうゆ醸造元が6社ある。その6社で、原料にもこだわった木桶仕込みしょうゆを組み合わせた贈答用セットを発売(価格税別1万円)し、プレミアムしょうゆの路線を開拓した。木桶仕込みを辞めてしまったある奈良の醸造元では、次世代の若い後継者が木桶仕込みに関心を示しているという話を聞いた。
世界に知られる日本の味となったソイソース「しょうゆ」の中で、木桶仕込みのしょうゆ生産量は1%とも2%とも言われる非常に小さな存在になってしまった。伝統的なしょうゆのひとつのスタイルとして継承されていって欲しいと、和歌山、奈良のしょうゆ醸造所をまわりながら思った。

吉野杉木箱詰め合わせの白い陶製瓶入り(写真提供:井上醤油(株))
4.小豆島しょうゆの発展と特徴
小豆島のしょうゆづくりには、濃口しょうゆづくりの発展の歴史と木桶仕込みが多いという特徴がある。瀬戸内東部に位置する小豆島は、北前船が下関経由で瀬戸内に入り大阪に向かう航路沿いにあり、京阪の商圏にも近い。原材料の供給と製品の搬出に便利な海運があったことは他地域のしょうゆ産地にも共通する特徴であるが、他地域と異なる点としては、しょうゆ醸造用木桶を千本以上、今でも使い続けている点と組合が発展したことがあげられる。
小豆島のしょうゆづくりの始まりについては諸説ある。まず、1500年頃、島でつくった塩を大阪方面へ出荷する船頭がしょうゆづくりの技術を持ち帰ったという説がある。赤松家が播磨、備前を治めていた1500年頃にはすでに、小豆島も含め瀬戸内海の製塩業が旧来の技法で行われていた。この時代に伝えられたとするなら、みそから浸み出した少量のみそたまり、あるいはみそから汲み出したたまりしょうゆの段階のものであっただろう。次の説としては、16世紀末、小豆島は大阪城の石切り場として栄え、そこを行き来する武士たちがしょうゆを持込み島民の知るところとなり、そのつくり方を紀州湯浅に習いに行ったとするものがある。現在の濃口しょうゆの製法と同じものだったかは定かではないが、17世紀を通じて、龍野、湯浅、小豆島など大阪湾を中心とするしょうゆ産地が、瀬戸内の製塩技術の革新と小麦生産に支えられ、京阪の消費地を商圏に持つことで発展したことは確かであろう。
江戸後期から明治時代にかけて、瀬戸内の十州塩田はブランド塩として全国に知られる存在であった(コラム参照)。酒造業、問屋業、廻船業などからしょうゆ醸造への転業の話を各地で聞いたが、小豆島においては、江戸後期から明治初期にかけて、製塩業からしょうゆ醸造業に移行した人たちがいた。
|
江戸後期から明治初期にかけての塩田 − 十州塩田とその周辺地域 − 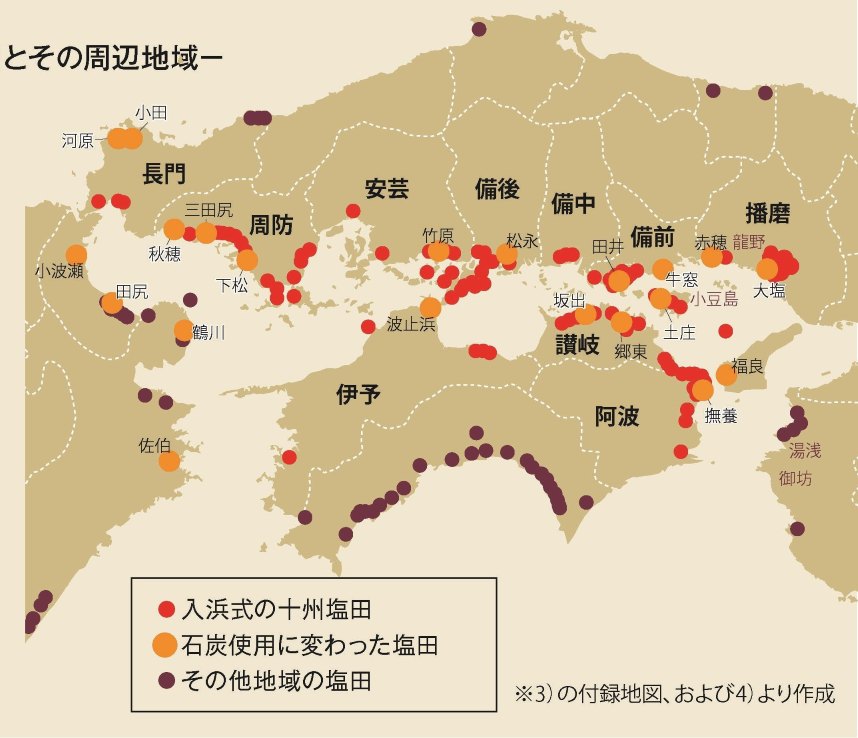 |
5.小豆島における醸造・食品加工技術の支援
香川県のしょうゆ醸造業と食品産業の発展にとって、小豆島醤油組合の百二十年近くになる歴史と香川県産業技術センター発酵食品研究所の存在は大きい。前身となる醸造試験場の設立に深く関わった木下忠次郎と清水十二郎の存在も忘れてはならない。以下、組合百年史を参照し、経緯の概略をまとめる。
1901(明治34)年12月、しょうゆ醸造業隆盛期にあって、全島158社によって小豆島醤油製造同業組合が設立された。当時、千石船を有し北海道から九州まで手広く商売をしていた木下忠次郎は、関東の醤油づくりの近代化を目の当たりにして、小豆島のしょうゆ製造方法の旧態然とした状況に危機感を持った。1903年から醸造試験場設立に向けて動き始め、日露戦争中の1905年、庄内米千石を積んだ船がロシアの駆逐艦に拿捕されたことをきっかけにしょうゆ醸造業に専念することとなる。同年、醸造試験場発足に賛同する47名と共に苗羽醤油協会を設立し、木下家の所有地に組合立醸造試験場を建設して工場長に就任した。同試験場は、香川県立工業試験場(1910-)を経て、現在の香川県産業技術センター発酵食品研究所に至る。1907(明治40)年頃をピークに全国でしょうゆ醸造家が減少に転じる中(フードカルチャーNo.28, p15, 2018)、小豆島は工業試験場設立を機に島内全体で品質向上・維持に取組むこととなりしょうゆ産地としての評価を上げていく。
木下忠次郎を技術研究面で支えたのは、東京帝国大学校大学院で醸造学・発酵科学を専攻していた清水十二郎である。1907〜1928年の21年間、工業試験場長として、製麹室の改造や麹室に寄生する室蠅の駆除をはじめ、酵母、種麹の単離・培養と醸造家への配布を行うなど、数々の技術革新に貢献する。1916年には、醸造法の研究としょうゆ技術者の養成機関として組合立醤油研究所が試験場構内に建設された。
その頃、野田・銚子の醸造所では近代的な設備への移行と醸造方法の改良が行われ、安定した品質のしょうゆが大量供給できるようになりつつあった。小豆島で諸味への酵母添加が初めて行われたのは1907年のことで、1910年には種麹の配布を始め、小豆島のしょうゆは香りを含め、品質の安定という面でも改良される。こうした試験場の働きかけにより醸造家との連携は強固になり、1922年には苗羽村の醸造家が集い清水十二郎を中心に試味会を結成する。毎月の利味などで研鑽を重ね、120周年を目前に今でも活動が続いているという。
もともと小豆島には手延べそうめんがあったが、終戦年の昭和20年9月、しょうゆを使った佃煮の生産がさつま芋の芋づるで始まった。大阪で生まれたインスタントラーメンの調味料としてしょうゆの販路拡大をしたメーカーもある。オリーブ栽培も盛んになり、しょうゆのつゆ・たれ類、佃煮、オリーブオイルを使ったドレッシングなど、しょうゆ関連商品の開発も目覚ましい。しょうゆ醸造元が食品加工業にも進出し注力できる背景には、香川県産業技術センターの存在が大きい。

6.小豆島のしょうゆづくり
小豆島東南の草壁港近くに、1907年創業の最大手醸造元が醤油記念館を開館している。木桶、火入れ窯、圧搾機などの大型設備だけでなく、輸送用の木樽、木桶づくりの貴重な道具類も展示され明治時代当時のしょうゆづくりの様子がわかる。
小豆島醤油協同組合には、土庄にある3社が加わり現在17社が加盟している。同組合に入っていない大手2社と、香川県醤油醸造協同組合に属する1社を合わせて、現在小豆島では20社がしょうゆ製造を行っている。その内、しょうゆ醸造用の木桶は、同組合の組合員5社が数本~100本規模で、大手2社がそれぞれ約500本と約200本を有している。全国に約2000本とも3000本あるとも言われる木桶の内、1000本を超える木桶を有し、木桶仕込みの生揚げを流通させられるのは小豆島だけである。
酵母はしょうゆの醸造香の生成に関与するもので、木桶や蔵に住み着いた酵母はそれぞれに特徴ある香りを生み出す。全国の日本酒・みそ・しょうゆの醸造元に木桶を供給し、組み直しや補修処置を講じてきた堺の木桶職人に話を聞いた。杜氏が木桶で酒を仕込んでいた時代、伏見・灘の大規模酒造蔵には地方から複数の杜氏が集まった。筋の悪い蔵では杜氏の腕をもってしてもどうにもよい酒は造れず、よい出来が期待できる蔵への配属を杜氏たちは願ったという。そうした桶ぐせ、蔵つき酵母の良し悪しといった不安定な要素を排除し、醸造業界は設備の近代化を進めることで安定した品質の製品を供給できるようになった。
小豆島最大手の醸造所は、温度管理をしない天然醸造蔵に約310本と、発酵の際に温度管理をする温醸蔵に約200本の木桶を持つ。この約50年の間に、その内の約3%の天然醸造蔵の木桶と、約12%の温醸蔵の木桶が老朽化で使えなくなり上板でふさがれている。温醸する木桶は、加温がされることと年間の仕込回数が増えることが影響し、老朽化が進みやすいが、天然醸造でもゆっくりと木桶の寿命に近づいていることがわかる。
木桶保有率第二番目の小豆島醤油協同組合の醸造所では、工場の敷地奥に昔ながらの醸造蔵を有する。そこには、明治38年と表書きされた木桶が残る。2000年初頭に、廃業や不要になった島内の醸造所から譲り受けて第2、第3の木桶仕込み蔵を建てた時のもので、すでに110年以上も使い続けていることになる。
しょうゆ醸造用木桶は100年から150年、よい状態であれば200年近く使えるという。日本酒の木桶が10〜20年間しか使われないのは、雑菌が繁殖しないように、仕込みをしない夏場には洗浄を徹底的に行い乾燥させるため、木桶に負担がかかるためである。しょうゆの場合は塩水で仕込み、搾るまでの1~2年間は静置するので負担が少ない。木桶の壁面にはびっしりと醸造微生物が繁殖し、しょうゆの諸味にも溶けだして複雑な味と香りを生み出すという。
同協同組合では、木桶仕込みの生揚げとして、原料が国産品、輸入品、有機あるいは、黒豆で仕込んだもの、木桶仕込みの生揚げで仕込んだ再仕込みなど、6種類をつくり分けて組合員に供給している。そうすることで、各社が最終的に仕上げるしょうゆにヴァリエーションが生まれ、付加価値を生み出すことにも成功している。また、原料に黒豆を使ったり、グルテンフリーをうたう空豆しょうゆをつくったり、再仕込みしょうゆに力を入れる醸造元もあり、小豆島のしょうゆづくりは伝統を守りながらも革新を続けている。

マルキン醤油(株)にて撮影。
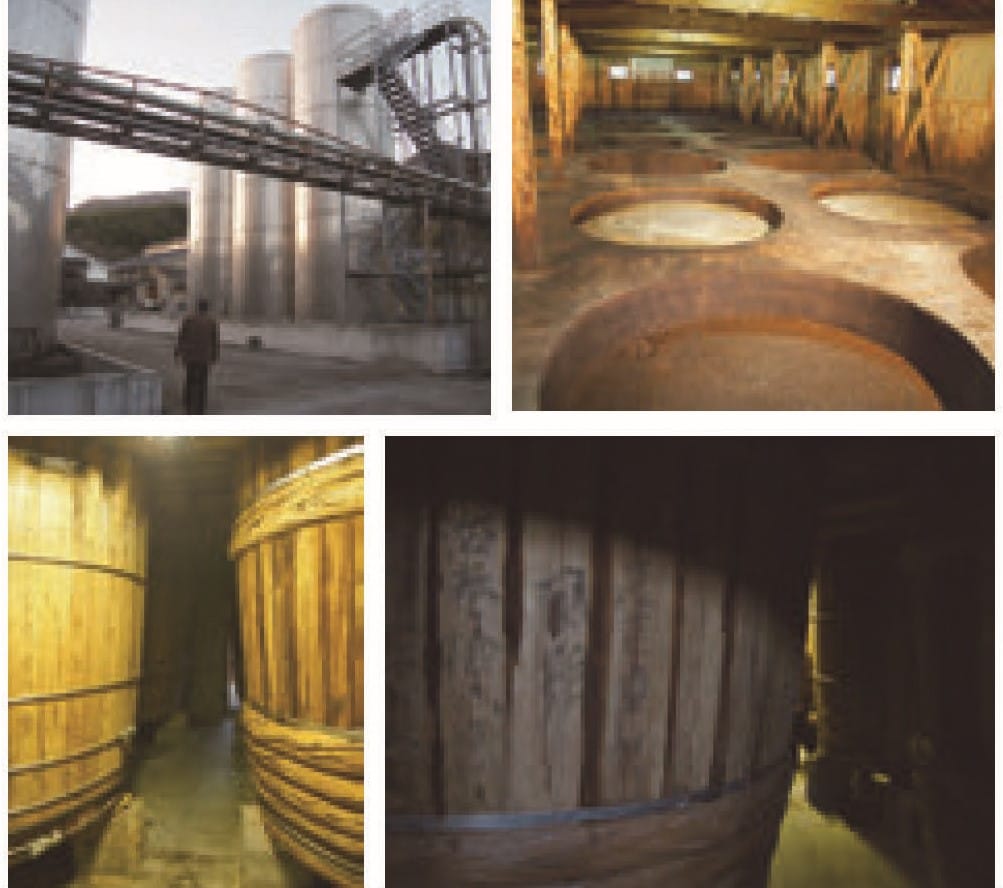
(株)島醸にて撮影

高知県出身。博士(学術)、お茶の水女子大学専門食育士(上級)、フードコーディネーター、東京聖栄大学 健康栄養学部 食品学科 准教授。日本と諸外国における食材利用・調理法・レシピ表現等の比較研究、食文化とことばの研究、日本の食文化紹介のテイストワークショップ等を行う